2.アンモニア合成創業実施者の人物と技術者の敢斗精神
日窒がカザレー式アンモニア合成法を採用し,その総指揮をとったのは勿論,野口遵初代社長である.
これに全面的に協力し,創業建設に渾身の努力をされた谷口喬一初代工場長,白石宗城工場次長(兼研究部長),それに島田鹿三建築部長も忘れることは出来ない.四人はともにイタリアに出かけ,発明者のカザレー博士と協議し,指導もうけて工業化を成功させた.
戦国の武将武田信玄公は,『人は石垣人は城』と言っており,『事業発展も人なり』といえる.創業を語る前にその人物像を紹介する.
2.1 野口 遵社長
野口遵氏は明治6年7月26日,旧加賀藩・前田侯の従者,勤皇家の野口之布の長男として金沢に生まれた.幼少より母,幸子さんの厳格な感化をうけた.その後,東京にて勉学.明治29年,東京大学電気工学科を卒業し,福島県郡山電灯の技師長として発電所を建設した.明姶31年,シーメンス日本出張所に入社.35年,宮城県三居沢でカーバイド製造に着手.39年,鹿児島県で曽木電気株式会社を創立,社長に就任.山野千賀子さんと結婚.
明治41年に渡独し,フランク,カロー両氏の石灰窒素製造特許を買収.曽木電気の余剰電力を利用し水俣工場でカーバイド製造を開始.社名を日本窒素肥料とした.
その後,変成硫安製造を研究し,大正3年,熊本県鏡工場で本格的に変成硫安工場をつくった.大正12年,延岡でアンモニア合成,昭和2年から朝鮮窒素の社長として日本肥料界の第一人者となった.
野口氏は,父の血統を安け愛国的企業家で,その着想は何時も時代の先端を極め,自信と誇りをもって不撓不屈の精神で仕事を遂行した.ワンマンといわれ,短気な面もあり部下を叱責された話もあるが総ては仕事のためであった.
酒が入るとすべてをケロリと忘れる人情家で技
|
術者を大切に育てた.また同志の意見も聞き政治的な面もあり,資金調達も上手であったと「日窒事業大観」と回願録に残っている.
昭和15年,京城で病に倒れると,自分の仝私財3,000万円を朝鮮の教育と科学振興資金として寄付.この偉大なる野口氏も伊豆韮山の別荘で療養中,昭和19年1月15日,72歳で逝去された.
2.2 谷口喬一初代工場長
谷口喬一氏は奈良県郡山の旧柳沢藩の藩士・谷口直貞の長男として明治19年5月3日,東京都神田に生まれた.東京帝国人学の工学部応用化学科(23名)を明治43年に卒業.当日は明治天皇も臨席され,恩賜の銀時計を頂く秀才であり,同窓生一同はハレー慧星会と呼称した.
卒業とともに千代田瓦斯株式会社(現在の車京ガス)を経て大正7年10月,日本窒素鏡工場の製造課長になった.
アンモニア合成の実施にあたっては,野口遵社長とともに渡欧し,カザレー博士とともに工場の企画設計,施工に努力.延岡工場の創業に偉大なる指導的立場で,当時すべて舶来品であった機械装置を用い,理論化学の最高峰を行く我が国初めての大事業を,その学識と人格とにより部下を指導して成し遂げた.創業当時工場長宅には,奥さんのリユさんとともに酒を用意して,いつも恒安寮の独身者を呼んで呵々大笑される酒豪.六尺豊な体格で柔道四段の持ち主であった.私達若者には温容ある態度で技術指導をし,大人物の風格の持ち主であった.
アンモニア合成達成の過労のためか病魔のおかされるところとなり,社運の隆盛を見ず昭和2年11月12日,平塚市杏雲堂病院で41歳をもって逝去なされた.この時は入社以来恩義ある方であり,社員一同の悲しみも深いものであった.

2.3 白石宗城析究部長兼工場次長
白石氏は高知県の旧土佐藩士で,父,直治(東京大学教授,衆議院議員)の二男.母の菊子さんは故吉田茂首相の姉であった.
明治22年12月4日に東女神田駿河台に生まれ,東京帝国大学の工学部電気科を抜群の成績で卒業谷口氏と同じく恩賜の銀時計を頂く秀才であった.大正3年,父は三菱系の方であったが,日本窒素の重役であったので鏡工場に入社.石灰窒素からの変成硫安の研究に努力した.さらに勉学のため大正9年退職.ベルリン大学の聴講生(同大学の教授にはアンモニア合成のハーバー博士やアインシュタイン博士もおられた)となった.
大正10年に野口遵氏がカザレー法アンモニア合成の実施の要望もあり日窒に復職し,大正12年3月延岡工場に着任した.研究部長で工場次長,五ヶ瀬川発電所の建設の電気主任.配電変流工場並
|
びに水電解工場の製造の指揮に当った.
学者肌の紳士であり,五代家の厚子さんと結婚,テニスやスケートが上手であった.時には恒安寮(独身寮)が社宅の隣であったので,遊びに来られ将棋の相手をさせられた.昭和2年に谷口工場長の死去後は野口社長を助け,輿南工場長として東洋一の大化学工場をつくった.
野口翁の死去後は,日窒の専務,終戦後は日窒の社長.パシフィックコンサルタンツの社長,建設コンサルタンツ協会長,中央日韓協会長等を歴任,昭和54年3月24日,東京文京区の日本医科大付属病院にて死去.90歳の天寿を全うされた.
2.4 島田鹿三建築部長
島田氏は島根県の山林事業の発展に功績を残された石谷太郎の三男.明治4年12月4日生まれで,明治17年2月島田家の養子となり小学校を出ると京都の鉄工所で修業.その後福島県の鉄工所の主人となり,野口氏の郡山電灯発電所建設でその手腕を発揮,野口氏にその技倆と人間性を信用されてその傘下に入り,曽木発電,水俣カーバイド,鏡の石灰窒素工場建設を担当.創意工夫し装置の改良にも貢献した.延岡工場でも建設部長を命ぜられ,水糸1本とパンジョ金や木製の水平器でどのような大型の機械装置でも据え付けた.
特許契約のイタリヤで機械注文のとさ,大型,小型の旋盤を購入したのには同行者も感心させられたという.また技術職員の獲得には東京,大阪まで出かけ,給料を2倍3倍と出して招くという熱心さだった.
延岡工場建設では,谷口工場長と給料も同額で重役待遇であり,野口社長の事業のためには身命をなげうって働くという方であった.工場の巡視はいつも草鞋ばきで,みんな雷おやじと言っていた.酒宴では人情味の深い人で,私達若い者に一つお酒を飲むこと,二つ女にすかれること,三つ仕事の勉強をすること・・・・・・などの教訓もあった.
延岡から水俣に移って一生を過し,終戦後に水俣で太田合成課長と食事をともにした時,黒砂糖を常食し身体も弱っておられた.それでも1日1回は必ず会社に出勤されたという.昭和24年4月1日,水俣市制実施記念日の空高く打ちあげられた花火とともに78歳で死去された.
|
2.5 優秀な技術者と若者の敢闘精神
地鎮祭も無事終了し埋め立て作業が開始された.建設部長の島田鹿三氏が総指揮官で,事務係長は滝儀三,機械係長が楠正之,建設係長は巻播一郎,土木課長は平野浅吉氏であった.国鉄・日豊線の工事もあり,鉄道院から延岡地方の気候,土質,水質,水量等の調査資料を頂いたことはありがたいことであり,また埋め立ての高さは南延岡駅のホームに合わせたそうである.給水関係は,野口社長の命で大型の井戸が掘られた.これは第3期工事からは五ヶ瀬川からの給水に変更された.
先ず工作所がつくられ,仕上,旋盤,鍛冶,熔接,鋳物等には「島田おやじさん」が育てた一流の技術者が総て鏡工場から動員された.
旋盤,熔接の班長には,学校出身者ではどうにもならず,こうした技倆の持ち主が多数いたことがアンモニア合成を成功させたのであるということを忘れてはならないと思う.
野口社長は,谷口工場長に『運転は総て学校出だけで運転するように』とのことで,大学,専門学校,普通工業校の出身者を約50人採用した.そのため社員の妻帯者は数人で,恒安寮の在住者は20歳前後であり,若者の意気に燃えて新しい事業の開拓に熱っぼい敢闘精神をそそざ,優秀な技術者とともに社業を高く築きあげたのであった.
恒安寮は全国各地から集まった将来の技術者の雛たちで,朝の洗面,食事や入浴は大変賑やか熊本県出身が多く,『そうバッテン』,『そうですたい』の熊本弁がはばをきかしていた.私のように北陸や関東生まれは,困ったものだった.それにまた,鹿児島弁ときたらまるでわからぬうえ,早口で物をしゃべるので,食事のときは給仕をする女性たちはびっくりしていた.若き血に燃ゆる恒安寮のヒナ鳥たちは,夏目漱石「坊っちゃん」の赤シャツ,マドンナなどとくらべて,負けないくらい日常の出来事には傑作も多かった.
当時は日本男子は1銭5厘(葉書)の赤紙召集が来たら軍籍のある者は総て命を捧げた.即ち,教育,徴兵,納税は国民の3大義務として果たさねばならなかった.そして仕事に当たるには「身命を捧げる」という気分を全員が抱いていた.
これは会社員も同じであり,新工場で爆発引火しようが,アンモニアが噴出して悪臭が充満しようが,これが防止には皆敢然と立ち向かったものである.寮でドカンと爆発音を聞くと食事中でも1人残らず約300メートル先の工場に急行した.合成のスタート当時はよく爆発したもので,寮の食堂には宮崎神宮の菊の紋章入の白の盃があり,『今日までの命かな』と水盃を交わしたことも度々であった.
3. 各工場建設と運転開始
大正12年4月になるとイタリアから機械装置が次ぎ次ぎ細島港を経て南延岡駅に送られてきた.駅から工場まではトロッコ線があって,この上を変流機や合成塔の重量物は『ヨイトマーケ』の掛け声も勇ましくコロ引きで運ばれた.その中には3昼夜もかかるものもあった.
谷口工場長はこの時,学校出身者を食堂に集め『これから機械の据え付けに入るがみんなは建設作業の邪魔にならぬように,加勢をせよ』と指示した.仕事は鍛冶場のパイプ曲げの加勢,金切鋸
|
でのパイプ切り,煉瓦すり,ペンキ塗り,運搬作業であり,地下足袋姿で皆よく働いた.
3.1 配電変流工場の建設
延岡肥料工場の電気関係は工場次長電気主任の白石宗城氏が総指揮者・瀬尾大八課長,倉貝隆司(五ケ瀬発電),新屋徳松係長で,建設運転が進められた.
五ケ瀬から延岡送電線が出来るまでは,工事用電力は旧延岡藩主の内藤氏の延岡電気株式会社から,発電所のトンネル工事や工場用動力電燈等は買電した.大正12年,延岡送電線が建設されて熊本県の内大臣や緑川線と接続の上・電力受電が可能となった.工場では赤煉瓦2階建の配電所を建設し,芝浦電気製作の変圧器を設置した.大正12年8月に延岡線の使用認可があり会社専用線で受電が出来た.送電線は熊本・高千穂から山間部を経てくるため,電柱碍子に雷やムササビなどによる被害も多く,避雷器の作動の時は百雷が一度に落ちたような光と音を発し,当直者を縮み上がらせ,会社も社宅も全部停電になることも度々あった.
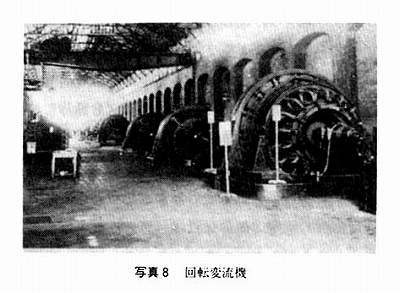
変流工場は交流の電流を直流に変換するところで,回転変流機は大倉商事を通しAEG機(アルゲマイネ社)を1台一式75,200円で輸入された.変流工場は幅11間,長さ20間の赤煉瓦平屋建で,アーチの入口をもつ綺麗な工場であった.この中に2台が掘え付けられ,8月11日からスタートにかかり,こんな大さな変流機は日本で初めてのことでもあり慎重に運転がなされ,29日から水電解に負荷することになった.
増設の第2期の変流機はシーメンス製で,第3期増設は芝浦,三菱製.こうした建設運転で,昔から電気技術者は酒が強く,調子がよくても悪くても酒が入ると元気が出て,喧嘩口論もあり,『昨日は何馬力ぐらいの飲み方であったかな』,モーターの大きさで比較したという勇壮な話もあった.
3.2 水電解工場の建設
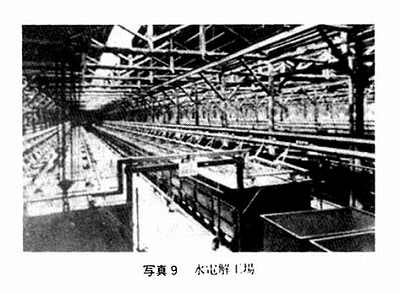
この水電解は,入社して創業のとき私の働いたところである.工場の中でその装置一式は一番大きな敷地を要した.日本では,横須賀の海軍基地に小さな水素発生器があった程度で,当時延岡の大型の水電解工場の成功か否かは注目の的であった.
野口社長は,アンモニアの水素源を特許契約の時に,結局イタリヤのテルニ工場と同様にファウザ式でカザレー社が責任をもつことにした.いろいろ研究の余地があり,白石宗城氏(工場次長)がドイツにとどまり研究調査に没頭した.
第1期はイタリアで設計した薄鉄板リボン式によるものであったが,その後,白石氏や観崎和夫係長考案による電極を造った.酸素発生の陽極板は,ニッケル鍍金をし,過電圧低下の研究には熱心であった.これを「日窒式」と称し,優良なる水電解装置となった.電解槽は,2メートル×1
|
メートルで,高さが1.3メートルの鉄製のタンク.この中に極板を12枚(後には16枚)入れ,1槽から出来上り,大地とは碍子で絶縁され,106槽で一系列となっていた.この極板組立作業が毎日の仕事で,極板の挿入は木製ブロックでつり上げ,二人で掛け声も勇ましく運澱した.
また陰,陽の極板に電流を通すために,帯状の銅板で連結するため,ピン磨きやボルト締付は数が多く大変であった.作業員の中には遠く沖縄からの班も二組あった.こうして6月から電解槽に苛性ソーダ液の注人となった.苛性ソーダは,イギリス製ケルネルのドラム缶入りの固型ソーダの輸入品 水にはよく満けるが,素手でふれると手の皮がむけて大変であった.1槽2個を使用し,蒸溜水で溶解した.こうしたとき,野口社長が巡視にこられて組立て状況を報告したこともあった.
蒸溜水工場も電解係に付属し,コンニッシュボイラー2基が設置され,6月からの蒸化器運転は新入社員の工業学校出身者で,罐炊きは免状をもった機関車出身者であった.1直勤務者,2人でこれが工場の3交代製造の始まりとなった.
梅雨時の硫酸焙焼炉付近は,昔お寺があり幽霊が出るとか,機織伝説の火の玉を見たこともあり,恐ろしくちぢみ上ったこともあった.
蒸溜水は毎日15トン製造され,当初は苛性ソーダの溶解であったが,水電解のためにはこれが電気分解され,水素ガスと酸素ガスに分離されるもので,アンモニアの製造に入ると消費する蒸溜水は連続して造られた.
水電解槽の装置整備も一切完了され,106槽A,Bl系列は隣の変流機工場の大型スイッチを通し接続され,電流が負荷されるものであった.つぎに水電解工場の運転開始の模様をのべてみる.
こうして試運転の日を迎えたのは,大正12年9月13日の午後5時であった.
この日は,万一爆発した場合に備えて電解係と変流係以外は全員退場させられ,工場内外の通路は縄張りされて守衝が監視し通行が禁止された.指揮者は白石宗城氏や観崎和夫(蔵前電化),税所兼易(熊本高工・工作担当),野島(三井工),鳴坂(岡山工),市山外3人の合計9名であった.
私はB側のガス分析担当であった.白石さんの手が上り,変流機の電流スイッチが挿入された.
前列の電解槽の銅板が「ガチヤッ」と音を立てた.皆緊張した.
最初慎重に200Aの電流を通したが,装置内の空気置換に時間を要した.オールザットの分析の純度は85%ぐらいでなかなか上昇しない.それで1000~2000Aと電流を上げると水素ガス品質が逐次上昇し,2メートルの高さにある分析台から白石氏に1回1回分析結果を報告したものである.
付近はしんとして暗くなった.午後8時ごろ遂に水素純度が99%以上となった.これを報告した時,まっ先にバンザイの声を上げ,おどりあがって両手を高くしたのは白石工場次長であった.
|
我々一同もバンザイ・バンザイと叫んだ.
日本で初めてこんな大型の水電解が爆発もなく大成功だったのである.春以来の建設の苦労が報いられた.皆の緊張した表情は微笑から嬉し顔に変わった.白石氏は皆に『ご苦労であった』と声をかけた.
運転を停止し,手を洗っただけでそのままの姿で柳沢町の戸高亭に行さ白石氏からの招待を受けた.
白石氏の胸中は,ヨーロッパ以来,夢に見た製造設備の完成であり一番感激したことであろう.美人も数人来ての酌で飲めや歌えである.酒の飲めぬ未成年者の我々は,顔も腹も焼けるような思いでふらふらに酔って寄宿舎に帰った.
第2号電解槽は10月2日に運転を開始し,アンモニア製造の原料ガスは無事に出来上ったのである.
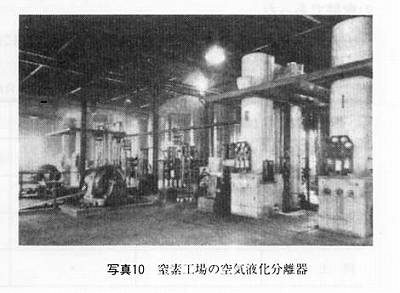
3.3 窒素工場の建設
アンモニア製造原料ガスとして純度の高い窒素ガスが必要である.この製造については,石灰窒素時代に鏡工場でクロード式の液化分離器を採用していたので順調な進捗を見た.
機械装置はクロードの代理店である神戸の帝国酸素株式会社を通じ,竪型三段式毎時800立方メートル空気圧縮機(220馬力)と,空気液化分離器(500立方メートル)が大正11年末に入荷,建設が進められ,大正12年8月16日に第1号分離器が,8月21日には第2号分離器がそれぞれ運転開始された.窒素ガスを主体に製造され,酸素は総て空中に放散された.だからガス純度は99.5%以上という質のよい窒素ガスを得ることが出来た.
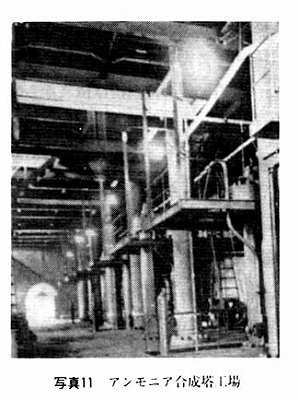
3.4 アンモニア合成工場の建設と運転開始
アンモニア合成工場とは,水素3容と窒素1容の混合ガスを高圧のもとに触媒の作用により,直接アンモニアを製造するものである.
欧州の世界大戦争は,ハーバー氏のアンモニア合成により爆薬製造が可能となり,ドイツのカイゼル皇帝が世界を相手に戦争の先端を切ったというほど有名なものである.
カザレー法を日本で最初に野口遵社長が採用し,肥料工場創業に成功したことは忘れられない.
創業時の社員と機械装置,日時を一部付記する.
大正11年8月の起工式以来,合成工場を敷地の中央に位置づけ,整地作業開始.圧縮機室とアンモニア工場に二分され建設に着手した.
建物は鉄筋コンクリート造りで,合成室は高さ16メートル,厚い壁で仕切られ,地下室は全部リベット締めの鉄箱を沈め,湧水のないようにし,この外側をコンクリートで巻き
|
あげた.11年秋に本格的に基礎工事が進められ,圧縮機の基礎は約5メートル掘り下げられ,砂利で清水の湧く素晴らしい地所のよい地盤で安心させられた.
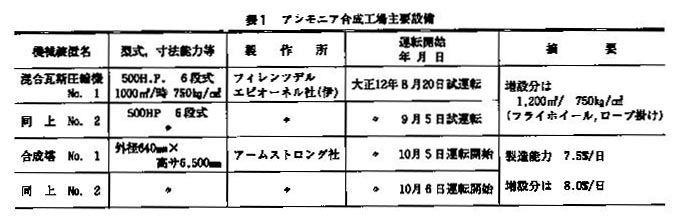
 大正12年の3月には完成機械装置の据え付けが出来るようになった.ちょうどこの頃3月4日にカザレー社からドットウ氏,バラレス氏,並びに機械製作会社からフランチスキー氏が機械据付監督技術者として来延.5月にはカザレー社から技術指導者のサンタ,コスチーノ氏も来延した.日窒鏡工場から坂口徳蔵(熊本高工機械),工藤宏規(東大化学)氏が主任責任者として転勤してきた.それに新人社員として新進気鋭の北村忠義(九大化),荒木淳三(明専化),木下桑五郎(大阪高工機),平松義夫(岡山工),清水正彦(水戸工),黒宮卯之助(三重工),大平竹次郎(高岡工),井上一夫(三井工),木田杷(広島工),藤井(神戸工)の各氏の外,機械据付として島田部長直属の楠正之(熊本高工機械)に班長として東栄吉,藤瀬兵十,小坂政喜(鏡工場工作)があり,延岡採用者には黒田久三郎,堀田平太郎,甲斐雄三郎の各氏,合成室の高棟班長は矢野勇喜弥のほか高浜八治,新田三笠の各氏であった.
大正12年の3月には完成機械装置の据え付けが出来るようになった.ちょうどこの頃3月4日にカザレー社からドットウ氏,バラレス氏,並びに機械製作会社からフランチスキー氏が機械据付監督技術者として来延.5月にはカザレー社から技術指導者のサンタ,コスチーノ氏も来延した.日窒鏡工場から坂口徳蔵(熊本高工機械),工藤宏規(東大化学)氏が主任責任者として転勤してきた.それに新人社員として新進気鋭の北村忠義(九大化),荒木淳三(明専化),木下桑五郎(大阪高工機),平松義夫(岡山工),清水正彦(水戸工),黒宮卯之助(三重工),大平竹次郎(高岡工),井上一夫(三井工),木田杷(広島工),藤井(神戸工)の各氏の外,機械据付として島田部長直属の楠正之(熊本高工機械)に班長として東栄吉,藤瀬兵十,小坂政喜(鏡工場工作)があり,延岡採用者には黒田久三郎,堀田平太郎,甲斐雄三郎の各氏,合成室の高棟班長は矢野勇喜弥のほか高浜八治,新田三笠の各氏であった.
触媒工場には南條宗次郎,矢北金次郎の両氏.また試運転に入り片桐考一(蔵前化),大田恒雄(小倉工)氏も転籍してきた.
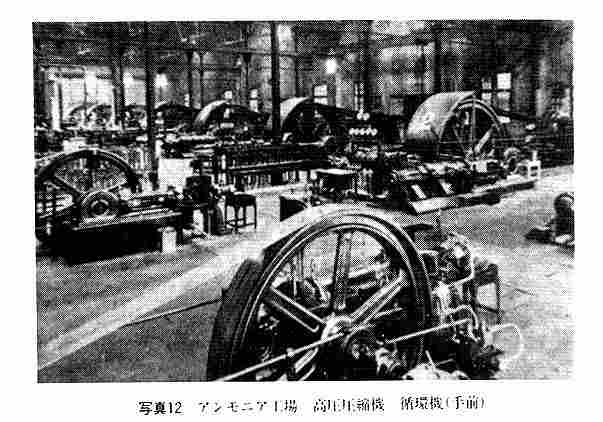
大正12年3月から外人立ち合いで輸送機械の点検掃除をし,圧縮機(500馬力)並びに合成塔や循環機の据え付けを開始した.
高圧混合ガス圧縮機の組み立ては100分の1ミリといえどもおろそかにできず,ベッドの据え付け,フライホトルの取り付け,メタルのすり合わせ,各段シリンダーの取り付け,ピストンの挿入,クーラーや安全装置の取り付け,接続パイプの配管など,係員,作業員一体となり,油まみれの奮闘であった.
一方アンモニア合成装置は6月29日,据付工事に着手,最初に重要な清浄塔,合成塔,高圧クー
|
 ラー・高圧アンモニアレシーバーを所定の位置に掘え付け,35ミリ×75ミリの高圧パイプで各装置を接続した.
ラー・高圧アンモニアレシーバーを所定の位置に掘え付け,35ミリ×75ミリの高圧パイプで各装置を接続した.
当時・日本では製造装置機器等の優良品は出来ず,大小のパイプは総て輸入品であった.合成工場内のガス通路や液安の輸送に使用された高圧パイプは外径内径5ミリ×14ミリ(小),16ミリ×35ミリ(中),合成関係は35ミリ×75ミリ(大)で建設の当初から規格が統一されていた.開閉される操作バルブも小型,中型,大型弁の三種に規定されていた.
|